


Kilang tukul besi memainkan peranan penting dalam pengeluaran dan pemprosesan makanan ternakan kerana kos operasi yang tinggi dan kesan langsung terhadap kualiti produk disebabkan oleh prestasinya. Oleh itu, hanya dengan mempelajari cara menganalisis dan mengendalikan kerosakan biasa kilang tukul besi, kita dapat mencegahnya daripada berlaku dan menghapuskannya dalam jangka pendek, sekali gus menyambung semula pengeluaran.

1, Kilang tukul akan mati sebaik sahaja sistem kawalan dihidupkan
Kilang tukul akan mati sebaik sahaja ia dihidupkan, dan jika ia tidak dihidupkan, ia menunjukkan bahawa kerosakan ini mungkin disebabkan oleh perlindungan pintu kilang tukul atau wayar suis perjalanan ke hadapan dan ke belakang yang rosak atau pendawaiannya longgar, serta sistem kawalan mati yang disebabkan oleh litar pintas yang disebabkan oleh getaran permulaan.
Penyelesaian:Periksa pelindung pintu atau wayar suis pergerakan ke hadapan dan ke belakang pada tukul tukul. Jika wayar rosak atau pendawaiannya longgar, gunakan pita penebat untuk merawat kawasan yang rosak dan balut pendawaian yang longgar dengan ketat.
2, Semasa proses permulaan tukul tukul, mungkin terdapat penutupan secara tiba-tiba
Semasa proses permulaan tukul kincir, mungkin terdapat penutupan secara tiba-tiba yang boleh dimulakan semula, menunjukkan bahawa penutupan masih disebabkan oleh getaran selepas tukul kincir dimulakan.
3, Terdapat banyak bahan yang terkumpul di pelabuhan pemakanan atau ruang penghancuran kilang tukul.
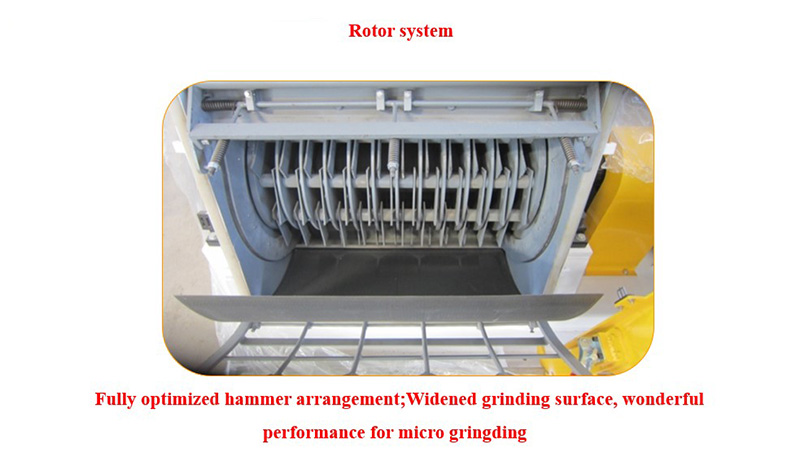
Jurang yang besar antara bilah tukul tukul dan ketidakselarasan antara arah pemakanan tukul tukul dan arah operasi tukul tukul boleh menyebabkan penyemburan bahan, dan dari semasa ke semasa, banyak bahan akan terkumpul di dalam ruang penghancuran.
Penyelesaian:
(1) Periksa sama ada jarak antara tukul dan skrin adalah normal
(2) Pastikan arah plat panduan tukul kincir adalah bertentangan dengan arah putaran tukul kincir.

4, Arus tukul kincir tidak stabil
Arus tukul tukul tidak stabil, yang disebabkan oleh ketidakselarasan antara arah pemakanan tukul tukul dan arah larian tukul tukul.
Penyelesaian: Periksa plat panduan untuk memastikan bahan jatuh ke arah yang sama dengan putaran bilah tukul.
5, Output rendah daripada tukul kincir
Terdapat banyak faktor yang menyebabkan output tukul kincir yang rendah, seperti pelepasan yang lemah, haus tukul, saiz apertur skrin, konfigurasi kipas, dan sebagainya. Selepas pemeriksaan di tapak, penyelesaian yang disasarkan perlu disediakan berdasarkan situasi tertentu.

6, Galas kilang tukul menjadi panas
Terdapat banyak faktor yang boleh menyebabkan bearing terlalu panas, seperti:
(1) Apabila kedua-dua tempat duduk galas tidak sekata atau rotor motor tidak sepusat dengan rotor tukul, aci akan dikenakan impak beban tambahan, mengakibatkan penjanaan haba.
Penyelesaian:Hentikan mesin untuk menyelesaikan masalah dan mencegah kerosakan awal galas.
(2) Minyak pelincir dalam galas yang berlebihan, tidak mencukupi atau telah lama digunakan.
Penyelesaian: Tambahkan minyak pelincir secara berkala dan kuantitatif mengikut arahan semasa penggunaan.
(3) Padanan antara penutup galas dan aci terlalu ketat, dan padanan antara galas dan aci terlalu ketat atau terlalu longgar.
Penyelesaian: Sebaik sahaja masalah ini berlaku, apabila peralatan sedang berjalan, akan terdapat bunyi geseran dan ayunan yang jelas. Pada ketika ini, pengendali harus segera menghentikan mesin untuk menanggalkan galas, membaiki kawasan geseran, dan kemudian memasang semula mengikut keperluan.
Maklumat Perhubungan Sokongan TeknikalBruce
TEL/Whatsapp/Wechat/Talian: +86 18912316448
E-mel:hongyangringdie@outlook.com
Masa siaran: 01 Nov-2023








